Cada minuto de inactividad en una línea de producción cuesta dinero. Las plantas que dependen de movimiento manual de materiales enfrentan cuellos de botella, lesiones laborales y costos operativos que escalan sin control. Los conveyor systems, también conocidos como transportadores industriales o bandas transportadoras, resuelven exactamente eso: conectan cada etapa del proceso productivo y mantienen el flujo constante de mercancías.
Sin embargo, elegir el conveyor equivocado genera más problemas de los que resuelve. La variedad de tipos, materiales y tecnologías disponibles hace que muchos responsables de planta terminen con sistemas que no se ajustan a su operación real. Este artículo recorre desde el principio de funcionamiento mecánico hasta los criterios técnicos que debes evaluar antes de invertir, pasando por la normatividad mexicana que regula su instalación y las tecnologías de Industria 4.0 que están transformando estos sistemas.
¿Qué es un conveyor y cómo funciona?
Un conveyor es un sistema mecánico diseñado para desplazar materiales, productos o componentes de un punto a otro dentro de una instalación industrial. Funciona como el enlace entre las diferentes estaciones de trabajo de una planta, eliminando el transporte manual y acelerando los tiempos de ciclo.
En su configuración más básica, un conveyor de banda opera así: un motor eléctrico genera energía de rotación que se transmite mediante un reductor de velocidad hacia la polea motriz. Esta polea impulsa una banda continua que recorre la distancia de transporte y regresa por la parte inferior, tensada por una segunda polea en el extremo opuesto. Entre ambas, una serie de rodillos de soporte mantiene la banda estable y evita que el peso del material genere deflexión.
Este mecanismo tiene variantes importantes. Los conveyors de rodillos motorizados eliminan la banda y transmiten movimiento directamente a cada rodillo mediante cadenas, bandas de conexión o motores individuales embebidos. Los conveyors de tornillo utilizan un helicoide giratorio dentro de una carcasa cerrada, desplazando materiales a granel bajo el principio del tornillo de Arquímedes.
Tipos de conveyors industriales y sus aplicaciones
La industria ha desarrollado múltiples configuraciones de transportadores para necesidades muy distintas. Conocer las diferencias entre cada tipo es el primer paso para tomar una decisión de compra fundamentada.
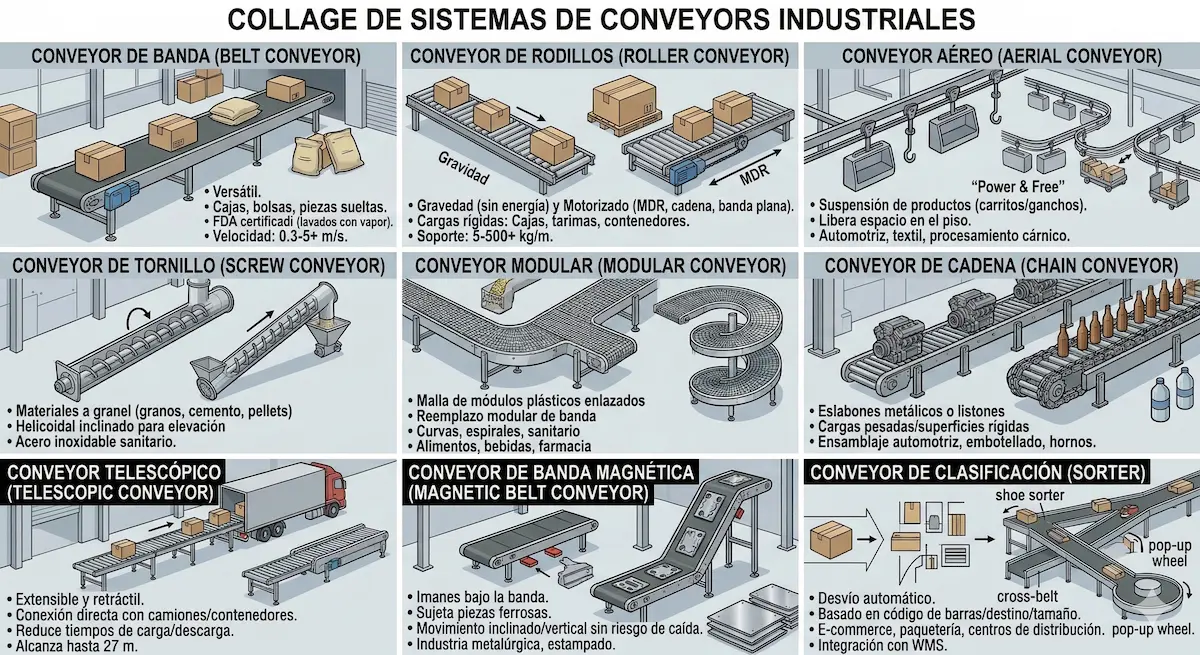
- Conveyor de banda. El más versátil y utilizado a nivel mundial, conocido en la industria internacional como belt conveyors. La banda se fabrica en PVC, poliuretano, caucho o materiales especiales según la industria. Ideal para transportar cajas, bolsas, piezas sueltas y productos con superficies irregulares. En la industria alimentaria se emplean bandas con certificación FDA que resisten lavados con vapor y químicos de sanitización. Su velocidad típica oscila entre 0.3 y 3 metros por segundo, aunque existen modelos de alta velocidad que superan los 5 m/s.
- Conveyor de rodillos. Se divide en dos categorías: por gravedad y motorizados. Los de gravedad aprovechan una pendiente de entre 3° y 5° para que el producto se desplace sin consumo energético. Los motorizados funcionan con transmisión por cadena, banda plana o tecnología MDR. Son la opción preferida para cargas con fondo rígido y plano: cajas de cartón, contenedores, tarimas y charolas. Soportan desde 5 kg hasta más de 500 kg por metro lineal dependiendo del calibre del rodillo.
- Conveyor aéreo. Transporta productos suspendidos mediante carros o ganchos que circulan por un riel elevado. Estos transportadores liberan espacio en el piso de producción, lo que los convierte en favoritos de la industria automotriz, textil y de procesamiento cárnico. Su variante Power & Free permite que los carros se acumulen, se desvíen a estaciones de trabajo y retomen la ruta principal de forma independiente.
- Conveyor de tornillo. Diseñado para materiales a granel: granos, harinas, cemento, cal, pellets plásticos, químicos en polvo. El helicoide gira dentro de una artesa o tubo cerrado, lo que permite inclinar el transportador para elevar materiales. Común en la industria agrícola, cementera, minera y de alimentos. Para productos alimenticios se fabrica en acero inoxidable 304 o 316 con acabado sanitario.
- Conveyor modular. Compuesto por módulos de plástico enlazados entre sí formando una malla. Si un módulo se daña, se reemplaza sin cambiar toda la banda. Popular en alimentos, bebidas, empaque farmacéutico y productos frescos, donde funcionan como transportadores sanitarios certificados. Permite curvas, inclinaciones y configuraciones en espiral que serían complicadas con una banda convencional.
- Conveyor de cadena. Utiliza eslabones metálicos o listones sobre cadenas para transportar cargas pesadas o productos que requieren superficie rígida. Habitual en líneas de ensamble automotriz, plantas embotelladoras y aplicaciones con temperaturas extremas como hornos de secado o túneles de enfriamiento.
- Conveyor telescópico. Se extiende y retrae para conectar directamente con el interior de camiones y contenedores durante carga y descarga. Reduce drásticamente los tiempos de operación en andenes, un factor crítico en operaciones de cross docking donde la velocidad de transferencia entre transporte y almacén define el rendimiento del proceso. Existen modelos que alcanzan hasta 27 metros extendidos y se comprimen a menos de 5 metros fuera de uso.
- Conveyor de banda magnética. Incorpora imanes bajo la superficie de la banda para sujetar piezas ferrosas durante el transporte. Se utiliza en la industria metalúrgica y de estampado para mover láminas y piezas troqueladas en posiciones inclinadas o verticales sin riesgo de caída.
- Conveyor de clasificación (sorter). Integra mecanismos de desvío automático que dirigen cada producto a una salida específica según destino, tamaño, peso o código de barras. Los sistemas más comunes incluyen shoe sorter, cross-belt, pop-up wheel y tilt tray. Es la tecnología central de centros de distribución de alto volumen en comercio electrónico y paquetería, donde los sistemas de clasificación automática trabajan en conjunto con el sistema de picking para garantizar precisión y velocidad en la preparación de pedidos.
Normatividad mexicana aplicable a conveyors
Este punto rara vez se aborda en guías sobre conveyors, pero resulta obligatorio para cualquier empresa que opere en México. Estos transportadores son maquinaria industrial regulada. La Secretaría del Trabajo y Previsión Social establece varias Normas Oficiales Mexicanas que impactan directamente la instalación, operación y mantenimiento de sistemas transportadores.
NOM-004-STPS-1999. Sistemas de protección y dispositivos de seguridad en maquinaria y equipo. Obliga a que toda maquinaria cuente con guardas de protección, paro de emergencia, señalización y procedimientos de bloqueo de energía (LOTO). Un conveyor sin guardas perimetrales o sin botones de paro accesibles a lo largo de su recorrido puede derivar en multas de 50 hasta 5,000 veces la UMA. Para entender el alcance completo de los requerimientos de seguridad industrial en almacenes, vale la pena revisar qué otras obligaciones aplican al espacio donde se instalan estos sistemas.
NOM-006-STPS-2014. Manejo y almacenamiento de materiales. Establece condiciones de seguridad para carga, descarga, manejo y almacenamiento mediante maquinaria. Aplica directamente cuando el conveyor forma parte del movimiento de mercancías en almacenes y centros de distribución.
NOM-001-STPS-2008. Edificios, locales, instalaciones y áreas en centros de trabajo. Define condiciones de seguridad en pisos, pasillos, escaleras y rampas donde se instalen sistemas de transporte. Los pasillos adyacentes a conveyors deben mantener un ancho mínimo libre de obstáculos con señalización correspondiente.

Conveyors inteligentes: integración con Industria 4.0
La evolución más significativa en conveyors no tiene que ver con el hardware en sí, sino con la capa digital que se ha incorporado a su operación. Entre las principales tendencias logísticas de los últimos años, la automatización de transportadores y la conectividad de planta ocupan un lugar central. El mercado global de sistemas de conveyors alcanzó un valor estimado de USD 6,920 millones en 2025 y proyecta llegar a USD 11,860 millones para 2035, con un crecimiento anual del 5.5% impulsado por automatización y tecnologías inteligentes.
Sensores IoT y mantenimiento predictivo. Los conveyors modernos incorporan sensores de vibración, temperatura, velocidad y consumo eléctrico conectados a plataformas en la nube.
Estos datos alimentan algoritmos de machine learning que detectan patrones de degradación antes de que ocurra una falla. Los sistemas de mantenimiento predictivo aplicados a conveyors reducen el tiempo de inactividad no planificado entre un 25% y un 40% según reportes industriales recientes.
La norma ISO 17359 proporciona el marco para estructurar estos programas.
Gemelos digitales. Réplicas virtuales del sistema transportador que simulan su comportamiento en tiempo real. Permiten probar cambios de configuración, anticipar cuellos de botella y optimizar la velocidad con la que se mueven productos y materiales a lo largo de la línea. Empresas líderes del sector automotriz y logístico ya los utilizan para planificar ampliaciones y validar layouts antes de invertir en hardware.
Integración con WMS y ERP.
Los conveyors conectados a sistemas de gestión de almacenes y planificación de recursos permiten visibilidad de inventario en tiempo real.
Conforme los productos avanzan por puntos de control con lectores de código de barras o RFID, se eliminan conteos manuales y se reducen errores de despacho. La optimización de almacenes a través de esta integración representa uno de los retornos más concretos que ofrecen los conveyors modernos: menos papel, menos error humano y trazabilidad completa del flujo de mercancía.
Tal vez te interese: ¿Qué es un sistema AS/RS y cómo revoluciona la logística moderna?
Criterios técnicos para elegir el conveyor adecuado.
Seleccionar un conveyor sin considerar las variables correctas es uno de los errores más costosos en la industria.
La inversión en un sistema de transporte equivocado afecta procesos completos. Estos son los factores que debes evaluar antes de solicitar cotizaciones:
- Tipo de producto a transportar. No es lo mismo mover cajas selladas que botellas de vidrio o polvo de cemento. La forma, peso, fragilidad, temperatura y superficie del producto determinan si necesitas banda, rodillos, cadena u otra tecnología.
- Peso y dimensiones de la carga. Cada conveyor tiene una capacidad por metro lineal y un ancho útil. Un conveyor de rodillos con ejes de 1.5 pulgadas de diámetro no soporta la misma carga que uno de 2.5 pulgadas. Define el peso máximo y las dimensiones del producto más grande que circulará por el sistema.
- Velocidad y throughput requerido. Calcula cuántas unidades por hora necesitas mover. Un centro de distribución que procesa 3,000 cajas por hora requiere un diseño muy distinto al de una línea de ensamble que mueve 200 piezas en el mismo periodo.
- Distancia y trayectoria. Mide la distancia total e identifica si la ruta requiere curvas, inclinaciones, cambios de nivel o desvíos. Cada punto de inflexión implica componentes adicionales que impactan el presupuesto: curvas motorizadas, transferencias, elevadores.
- Ambiente de operación. Temperatura, humedad, polvo, exposición a químicos o necesidad de lavado determinan los materiales de construcción. Una planta de alimentos requiere acero inoxidable con grado de protección IP65 o superior. Un almacén seco puede operar con acero al carbón y pintura electrostática.
- Integración con procesos existentes. Considera cómo se conectará el nuevo conveyor con la maquinaria que ya tienes: llenadoras, etiquetadoras, empacadoras, paletizadoras. En el transporte entre procesos, la altura de trabajo, dirección de flujo y sincronización de velocidades son detalles que generan paros costosos si se pasan por alto.
Errores frecuentes al implementar conveyors
La experiencia de campo en instalaciones industriales en México revela patrones de error que se repiten con frecuencia:
Subdimensionar el sistema. Elegir un conveyor basándose en la capacidad actual sin considerar el crecimiento proyectado a 3-5 años. Cuando la producción de productos aumenta, los procesos se saturan, el sistema queda corto y hay que reemplazarlo o parcharlo con soluciones improvisadas.
Ignorar el mantenimiento preventivo. Un conveyor no es un activo que se instala y se olvida. Las bandas se desgastan, los rodamientos pierden lubricación, las cadenas se elongan. Contar con spare parts críticas en inventario, belts de repuesto, rodamientos, motorreductores evita tiempos muertos. Si no existe un programa estructurado con frecuencias definidas, aplica la misma lógica del mantenimiento preventivo industrial que se usa en cualquier otro activo del almacén: inspecciones periódicas, registros y responsables asignados. Sin eso, la vida útil de estos transportadores se reduce y las fallas no planificadas se multiplican.
No considerar la ergonomía. Instalar conveyors a alturas inadecuadas genera lesiones musculoesqueléticas acumulativas. La altura de trabajo debe situarse entre 75 y 95 cm del suelo para operaciones de empaque manual, ajustándose al percentil antropométrico de la población que opera la línea.
Omitir la evaluación del piso. La estructura debe soportar el peso del conveyor cargado más las fuerzas dinámicas de operación. Un sistema pesado sobre un piso no preparado provoca hundimientos, desalineación y fallas prematuras.
Inversión, costos operativos y retorno
Hablar de conveyors sin mencionar el aspecto económico deja incompleta cualquier evaluación. Los rangos de inversión varían según el tipo de sistema, pero es posible establecer parámetros de referencia para el mercado mexicano.
Un conveyor de rodillos por gravedad arranca desde $800 a $1,500 USD por metro lineal en configuraciones estándar.
Un sistema de banda motorizado oscila entre $1,500 y $4,000 USD por metro. Los sistemas automatizados con clasificación, integración IoT y controles PLC superan los $8,000 a $15,000 USD por metro dependiendo de la complejidad. Estos rangos son referenciales y dependen del fabricante, materiales, capacidad de carga y personalización.
Tal vez te interese: Almacenes automatizados
Para calcular el retorno de inversión, la comparación más directa es contra el costo del movimiento manual. Una operación con 4 personas por turno dedicadas a mover producto, con un costo laboral promedio de $12,000 MXN mensuales por persona incluyendo prestaciones, representa $576,000 MXN anuales solo en mano de obra.
Un conveyor que automatice esa tarea puede recuperarse en 12 a 24 meses. El ahorro no es solo salarial: incluye reducción de mermas por daños a productos, menos accidentes laborales y mayor velocidad de producción.
Cómo avanzar con la decisión correcta
Un conveyor bien seleccionado no es un gasto: es una inversión que transforma la capacidad operativa de tu planta. La clave está en abordar la decisión con la misma rigurosidad que cualquier proyecto de ingeniería: levantamiento de requerimientos, análisis de soluciones disponibles, evaluación técnico-económica y selección de un proveedor que ofrezca asistencia técnica con experiencia en tu industria.
Antes de solicitar cotizaciones, asegúrate de tener claro el producto que vas a mover, las condiciones del ambiente, la capacidad que necesitas hoy y la que proyectas a mediano plazo. Valida que tu proveedor conozca la normatividad mexicana aplicable y que incluya protecciones de seguridad en almacenes, capacitación de operadores y un programa de mantenimiento preventivo documentado.
Preguntas frecuentes
¿Cuál es la vida útil promedio de un conveyor industrial?
Depende del tipo de sistema y del programa de mantenimiento. Un conveyor de rodillos bien mantenido puede operar entre 15 y 20 años. Las bandas transportadoras requieren reemplazo de la banda cada 3 a 7 años según la abrasividad del material transportado, pero la estructura metálica y los componentes motorizados tienen ciclos de vida más largos. La clave para extender la vida útil es el mantenimiento preventivo: inspecciones periódicas de tensión de banda, lubricación de rodamientos, alineación de poleas y verificación del estado de los rodillos.
¿Qué conveyor es mejor para la industria alimentaria?
Los conveyors modulares de plástico y los de banda con certificación FDA son las opciones más utilizadas. El material debe resistir lavados frecuentes con agua caliente, vapor y productos químicos de sanitización. La construcción en acero inoxidable 304 o 316 es obligatoria en zonas de contacto directo con alimentos. Además, el diseño debe evitar superficies donde se acumulen residuos: sin tornillos expuestos, sin cavidades de difícil acceso y con drenaje adecuado.
¿Se puede automatizar un conveyor existente con tecnología IoT?
Sí. La mayoría de los conveyors en operación pueden equiparse con sensores de vibración, temperatura y consumo eléctrico sin necesidad de reemplazar el sistema completo. Los kits de retrofit incluyen sensores inalámbricos, gateways de comunicación y acceso a plataformas en la nube para monitoreo remoto. La inversión típica para instrumentar un conveyor existente es significativamente menor que adquirir uno nuevo con tecnología integrada de fábrica.
¿Cuánto espacio libre debe quedar alrededor de un conveyor según la normativa mexicana?
La NOM-001-STPS-2008 establece que los pasillos de tránsito en centros de trabajo deben tener un ancho mínimo que permita la circulación segura de personas y equipos. En la práctica, la recomendación para conveyors es mantener al menos 60 cm de espacio libre en ambos lados cuando solo circulan personas, y un mínimo de 90 cm cuando también transitan montacargas o equipos de manejo de materiales. Las zonas de acceso para mantenimiento requieren espacio adicional.
¿Cómo impacta el crecimiento del e-commerce en la demanda de conveyors?
El comercio electrónico ha transformado los requerimientos de los sistemas transportadores. Los centros de distribución actuales necesitan procesar pedidos pequeños con múltiples SKU a velocidades que el manejo manual no puede alcanzar. Esto ha disparado la demanda de transportadores con sistemas de clasificación automática, bandas transportadoras con zonas de picking integradas y conectividad con plataformas WMS para rastreo en tiempo real. Según datos del sector, el 70% de los almacenes de e-commerce a nivel global ya operan con conveyors automatizados.


